

Механик системаларыгызның нәтиҗәлелеген һәм озак гомерлелеген арттыру турында сүз барганда, чылбырлы йолдызчалар сайлау бик мөһим. Әйдәгез, эшегезне яңа биеклекләргә күтәрәчәк материалларның, үлчәмнәрнең, конструкцияләрнең һәм хезмәт күрсәтүнең төп аспектларына тирәнтен игътибар итик.
Материал сайлауМеханик системаларыгызны оптимальләштерүгә килгәндә, чылбырлы йолдызлы тешләр материалларын сайлау бик мөһим. Сез йолдызлы тешләрегезнең җитәрлек контакт арыганлыгына һәм тузуга чыдамлыгына ия булуын тәэмин итәргә тиеш. Шуңа күрә югары сыйфатлы углеродлы корыч, мәсәлән, 45 корыч, еш кына иң яхшы сайлау булып тора. Бу мөһим кушымталар өчен, яхшыртылган эшчәнлек өчен 40Cr яки 35SiMn кебек эретмәле корычларга күчүне карап чыгыгыз.
Күпчелек йолдызлы тешләр 40-60 HRC өслек катылыгына ирешү өчен җылылык белән эшкәртелә, бу аларның эш авырлыкларына чыдам булуын тәэмин итә. Шунысын да билгеләп үтәргә кирәк, кечерәк йолдызлы тешләр зуррак йолдызлы тешләргә караганда ешрак эләгә һәм зуррак бәрелүләргә дучар була. Шуңа күрә кечкенә йолдызлы тешләр өчен кулланылган материаллар зуррак йолдызлы тешләр өчен кулланылган материалларга караганда яхшырак булырга тиеш.
Соккыга чыдам булырга тиешле йолдызлы тешләр өчен түбән углеродлы корыч бик яхшы вариант. Икенче яктан, коелган корыч тузу кичерә торган, ләкин көчле бәрелү тибрәнүләренә дучар булмый торган йолдызлы тешләр өчен идеаль вариант. Әгәр дә сезнең куллануыгыз югары ныклык һәм тузуга чыдамлык таләп итсә, эретмәле корыч иң яхшы вариант булып тора.
Чылбырлы йолдызлы тешләр өчен дөрес материалларга инвестицияләр салу аларның гомерен генә түгел, ә механик системаларыгызның гомуми нәтиҗәлелеген дә арттыра. Сыйфаттан баш тартмагыз - акыллы сайлагыз һәм эшегезнең ничек үсүен күзәтегез!
Төп үлчәмнәр һәм структура сайлаулары
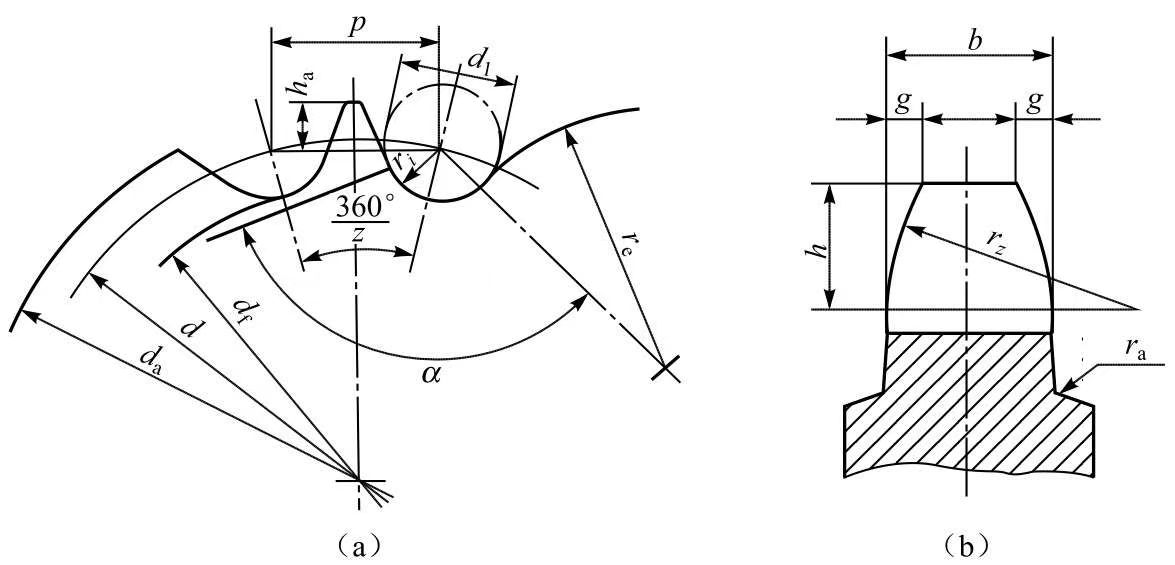
Оптималь эшләү өчен йолдызчаларның төп үлчәмнәрен аңлау бик мөһим. Төп үлчәмнәргә тешләр саны, түгәрәк диаметры, тышкы диаметр, тамыр диаметры, теш биеклеге һәм теш киңлеге керә. Бөтен түгәрәк - чылбыр штифтлары үзәге урнашкан түгәрәк, ул чылбыр адымына тигез бүленгән.Түбәндә күрсәтелгәнчә:
Тешле дөңгелләр төрле конструкция формаларында була, шул исәптән каты, тишелгән, эретеп ябыштырылган һәм җыелган төрләрдә. Зурлыгына карап, сез тиешле конструкцияне сайлый аласыз: кечкенә диаметрлы дөңгелләр каты була ала, урта диаметрлы дөңгелләр еш кына тишелгән конструкция кулланалар, ә зур диаметрлы дөңгелләр гадәттә тешле боҗра һәм үзәк өчен төрле материалларны берләштерәләр, эретеп ябыштыру яки болтлар ярдәмендә тоташтырыла. Конкрет мисаллар өчен Goodwill's сайтына керегез.йолдызлы дөңгелкаталоглар.
Теш дизайны: нәтиҗәлелекнең йөрәге
Тешләр саны тапшыруның шомалыгына һәм гомуми гомер озынлыгына сизелерлек йогынты ясый. Тешләрнең тиешле санын сайлау бик мөһим - артык күп тә, аз да түгел. Тешләрнең артык күп булуы чылбырның гомерен кыскартырга мөмкин, ә артык аз булуы тигезсезлеккә һәм динамик йөкләнешләрнең артуына китерергә мөмкин. Бу проблемаларны киметү өчен, кечкенә йолдызчалардагы минималь тешләр санын чикләү киңәш ителә, гадәттә Zmin ≥ 9 итеп билгеләнә. Кечкенә йолдызчалардагы тешләр санын (Z1) чылбыр тизлегенә нигезләнеп сайларга мөмкин, аннары зур йолдызчалардагы тешләр санын (Z2) тапшыру нисбәте (Z2 = iZ) кулланып билгеләргә мөмкин. Тигез тузу өчен, йолдызчалардагы тешләр гадәттә так сан булырга тиеш.

Оптималь чылбырлы йөртү схемасы
Чылбырлы приводның урнашуы компонентларның үзләре кебек үк мөһим. Чылбырлы приводның гомуми урнашуы түбәндә күрсәтелгән.
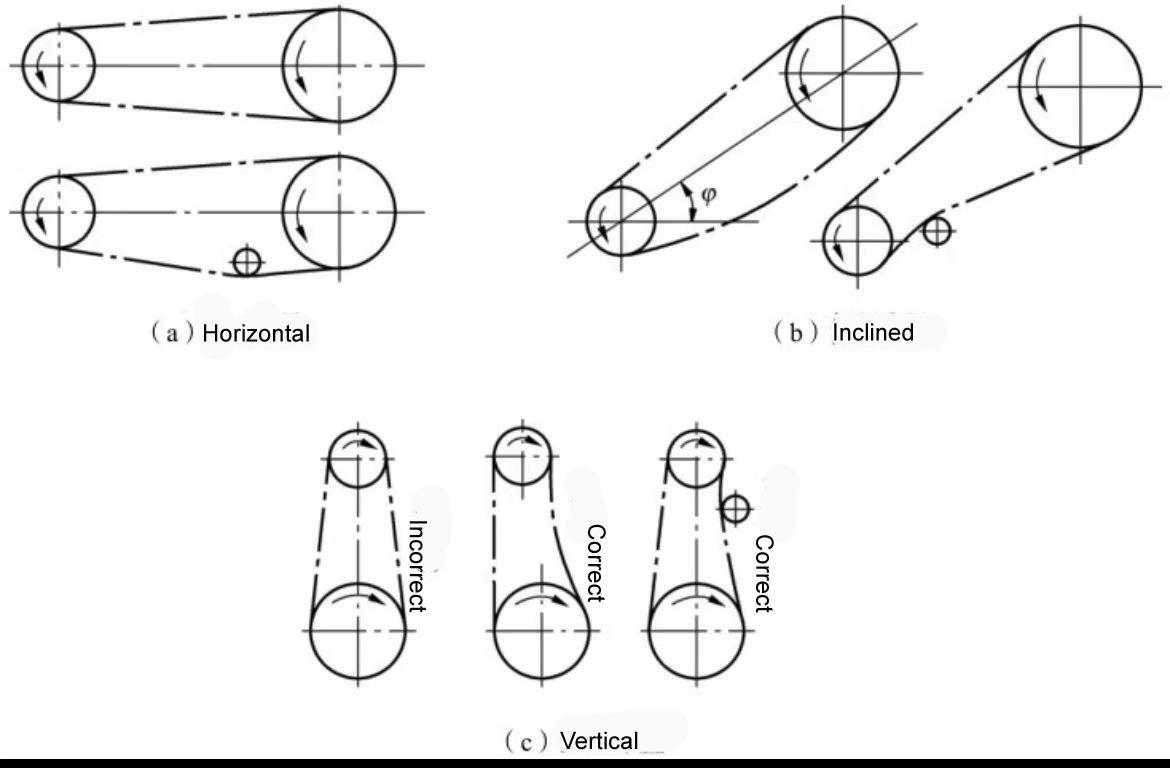
Горизонталь урнаштыру: Чылбырның өзелүен һәм гадәти булмаган тузуын булдырмас өчен, ике йолдызлы дөңгәлнең дә әйләнү яссылыклары бер үк вертикаль яссылыкта урнашканлыгын һәм аларның күчәрләре параллель булуын тәэмин итегез.
Авыш урнашу: Аскы йолдызчаның начар тоташуын булдырмас өчен, ике йолдызчаның үзәк сызыклары һәм горизонталь сызык арасындагы почмакны мөмкин кадәр кечкенә, идеаль рәвештә 45° тан кимрәк тотыгыз.
Вертикаль урнаштыру: Ике йолдызчаның үзәк сызыкларын 90° почмакта тотарга ярамый; киресенчә, өске һәм аскы йолдызчаларны бер якка бераз күчерегез.
Чылбырны урнаштыру: Чылбырның кысылган ягын өскә, ә йомшак ягын аста урнаштырыгыз, бу артык аска төшмәсен өчен, йолдызча тешләренә комачауларга мөмкин.
Оптималь эшчәнлек өчен киеренкелек
Чылбыр приводын дөрес тарту артык түбәнәюне булдырмас өчен бик мөһим, бу начар тоташуга һәм тибрәнүләргә китерергә мөмкин. Ике йолдызчаның күчәрләре арасындагы почмак 60° тан артканда, гадәттә тарту җайланмасы кулланыла.
Тартуның төрле ысуллары бар, иң киң таралган ысулы - үзәк араны көйләү һәм тарту җайланмаларын куллану. Әгәр үзәк арасы көйләнергә мөмкин булса, сез аны теләгән тартылуга ирешү өчен үзгәртә аласыз. Әгәр юк икән, тартылуны көйләү өчен тарту тәгәрмәче өстәргә мөмкин. Бу тәгәрмәчне кечкенә йолдызчаның йомшак ягына якын урнаштырырга кирәк, һәм аның диаметры кечкенә йолдызчаның диаметрына охшаш булырга тиеш.
Майлауның әһәмияте
Майлау чылбыр приводларының оптималь эшләве өчен бик мөһим, бигрәк тә югары тизлекле һәм авыр йөкләнешле кушымталарда. Дөрес майлау тузуны сизелерлек киметә, бәрелүләрне киметә, йөкләнеш күтәрүчәнлеген арттыра һәм чылбырның гомерен озайта. Шуңа күрә нәтиҗәле эшләүне тәэмин итү өчен тиешле майлау ысулын һәм майлау төрен сайлау бик мөһим.
Майлау ысуллары:
Гадәти кул белән майлау: Бу ысул чылбырның йомшак ягындагы эчке һәм тышкы звено пластиналары арасындагы бушлыкларга май сөртү өчен май баллоны яки щетка куллануны үз эченә ала. Бу эшне сменага бер тапкыр башкару тәкъдим ителә. Бу ысул чылбыр тизлеге v ≤ 4 м/с булган мөһим булмаган приводлар өчен яраклы.
Тамчылатып май белән майлау: Бу система гади тышкы корпус белән җиһазландырылган, анда май эчке һәм тышкы звено пластиналары арасындагы бушлыкларга май савыты һәм торба аша тамызыла. Бер рәтле чылбырлар өчен май бирү тизлеге гадәттә минутына 5-20 тамчы тәшкил итә, максималь кыйммәт югарырак тизлекләрдә кулланыла. Бу ысул чылбыр тизлеге v ≤ 10 м/с булган приводлар өчен яраклы.
Майлы ванналарны майлау: Бу ысулда, агып чыкмый торган тышкы корпус чылбырның герметик май резервуары аша үтүенә мөмкинлек бирә. Чылбырны артык тирәнгә батырмаска тырышырга кирәк, чөнки артык чуму болгату аркасында майның күп югалтуына китерергә һәм майның артык кызуына һәм начарлануына китерергә мөмкин. Гадәттә, 6-12 мм чуму тирәнлеге тәкъдим ителә, бу ысулны чылбыр тизлеге v = 6-12 м/с булган приводлар өчен яраклы итә.
Май сиптерүне майлау: Бу ысул ябык савытны куллана, анда май сиптерү пластинасы белән өскә сиптерелә. Аннары май корпустагы май җыю җайланмасы аша чылбырга юнәлтелә. Сиптерү пластинасының чумдыру тирәнлеге 12-15 мм булырга тиеш, һәм нәтиҗәле майлауны тәэмин итү өчен сиптерү пластинасының тизлеге 3 м/с тан артып китәргә тиеш.
Басым белән майлау: Бу алдынгы ысулда май чылбырга май насосы ярдәмендә сиптерелә, форсунка чылбыр тоташкан ноктага стратегик рәвештә урнаштырыла. Циркуляциядәге май майлап кына калмый, ә суыту эффекты да бирә. Һәр форсунка өчен май белән тәэмин итүне чылбыр адымы һәм тизлеге нигезендә тиешле кулланмаларга карап билгеләргә мөмкин, бу ысулны чылбыр тизлеге v ≥ 8 м/с булган югары куәтле приводлар өчен яраклы итә.
Механик системаларыгызда оптималь эш нәтиҗәлелегенә һәм нәтиҗәлелегенә ирешү өчен, чылбырлы йолдызлы дөңгәлне сайлау һәм аңа хезмәт күрсәтүнең мөһим аспектларын аңлау бик мөһим. Машинагызның уңышын очраклылыкка калдырмагыз - озак вакытлы нәтиҗәләр бирә торган нигезле карарлар кабул итегез!
Дөрес материалларны, үлчәмнәрне һәм хезмәт күрсәтү стратегияләрен сайлау - эшегезнең шома һәм нәтиҗәле баруын тәэмин итүнең төп ачкычы. Бу факторларга өстенлек биреп, сез җиһазларыгызның озак вакыт хезмәт итүен һәм ышанычлылыгын арттыра аласыз.
Әгәр дә сезнең йолдызлы дөңгелләр турында сорауларыгыз булса яки белгеч ярдәме кирәк булса, зинһар, безнең белән элемтәгә керергә курыкмагыз.export@cd-goodwill.comБезнең махсус командабыз сезнең барлык йолдызлы дөңгәлләр белән бәйле ихтыяҗларыгызда ярдәм итәргә әзер!
Бастырып чыгару вакыты: 2024 елның 21 ноябре



